

產品中心
主要技術參數走纜方式直線走纜適應鋼絲φ3.2-φ4.0以上……
主要技術參數走纜方式繞主、副計量輪一周適應鋼絲φ2.4……

主要技術參數走纜方式繞計量輪一周適應鋼絲φ1.6-φ2.4……

主要技術參數走纜方式直線走纜適應電纜φ8-φ12.7計量輪……

|
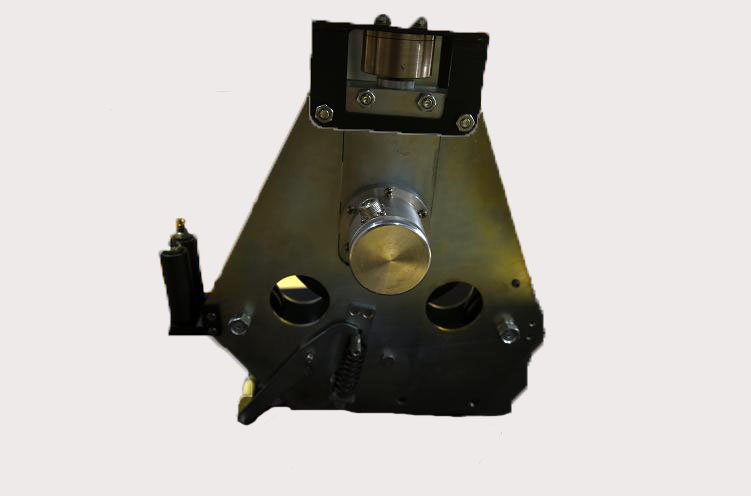
主要技術參數
|
技 術 參 數
|
|
走纜方式
|
曲線 |
|
適用鋼絲繩
|
φ13——φ25
|
|
計量輪周長
|
1000 mm |
| 光電編碼器 |
量程:0——9999.9 精度:優于0.1%
|
|
脈沖數:
960/m
|
|
|
尺寸(長×寬×高)
|
460
×
350
×
800
mm
|
|
自重
|
50 kg |
|
工作溫度
|
-45℃——+70℃ |
|
用途簡介
|
抽汲、撈油
|
| 備 注 | 對抽汲、時間、深度、速度、井號及抽汲次數均有顯示及記錄功能? |

2 .智能絞車面板與其安裝設備電纜接線圖及線色定義:

|
常 見 故 障 及 排 除
|
||
|
出現故障
|
排 除 方 法
|
備 注
|
| 儀器面板不亮 | 1.電源正負極接反,儀器面板紅線+、黑線-。 |
?
|
| ? | 2、保險絲斷,面板前有一個旋鈕擰開后更換保險。 | |
| ? | 3、供電電壓為直流12V。 | |
| 儀器面板報警 | 1、設置脈沖數、目的層深度、極限速度、極限張 |
?
|
| ? |
力,其中某一個設為零,便報警。
2、工作狀態中開關不可撥向撥向采集數據一端,應撥向工作端。
|
|
|
深度不準
|
1、每口井抽汲前先定位清零。 |
?
|
|
2、脈沖數設置應為09600即準確。
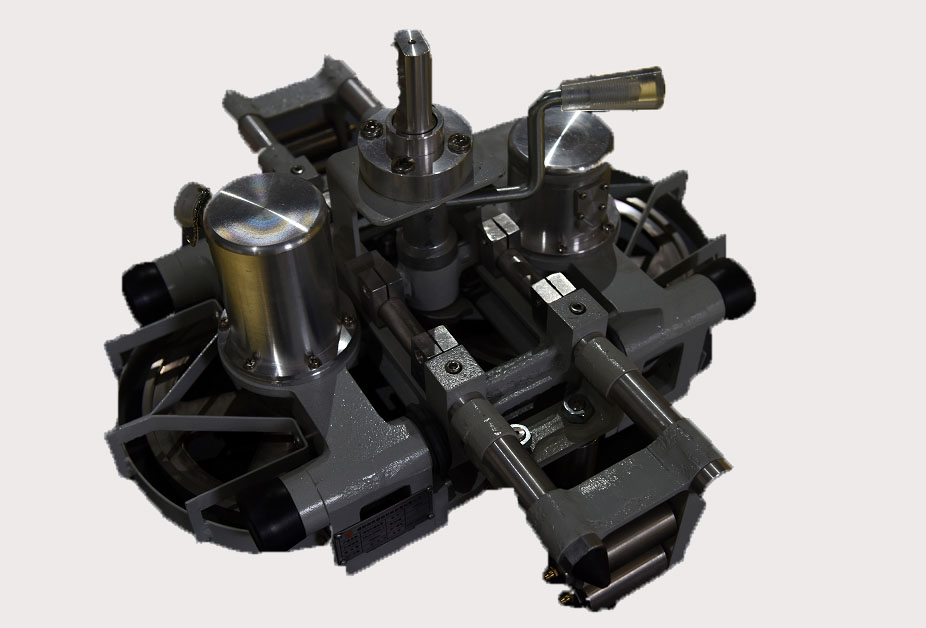
3、檢查編碼器連接軸是否松動。(如后圖所示)
|
||
| ? | 1、檢查脈沖數是否設置; | 建議每個隊備 |
|
面板深度速度
|
2、檢查連接線是否通斷; | 一個電烙鐵,及 |
|
不走
|
3、檢查抽汲輪上編碼器插座線頭是否松動; | 萬用表。 |
| ? | 4、光電編碼器連接軸是否松動。 | ? |
|
插編碼器插頭方法
|
對準缺口只用擰頂端絲扣半圈即可(快速插頭) | ? |
| ? | 1、打黃油過量,大量黃油進入編碼器后會使 | 建議:每三天加一次 |
|
光電編碼器易壞
|
編碼器損壞; | 黃油,手動黃油槍打 |
|
原因
|
2、不能讓油泥及水進入編碼器; | 3-4搶即可。 |
|
?
|
3、不用時,編碼器插座上應上好插頭保護罩。 | ? |
| ? | 1、光電編碼器; | |
|
易損件
|
2、光電編碼器插座張力計航插; | |
| ? | 3、計量輪。 | |
Related information


 頁面位置 :
頁面位置 :
 聯系人:虎崇學
聯系人:虎崇學 聯系電話:13909107387
聯系電話:13909107387 聯系地址:咸陽秦都區西部云谷1期12號樓103
聯系地址:咸陽秦都區西部云谷1期12號樓103






